专注金属薄板设备生产 潍坊精翔机电设备有限公司
专注金属薄板设备生产 潍坊精翔机电设备有限公司
概述
重卷生产线的主要任务是以连续镀锌线生产出来的钢卷做为原料,将来料整齐卷取并分成成品要求的卷重,然后经过包装线打包后发到成品钢卷仓库进行储存。其主要设备包括开收卷机、穿带台、横剪、纵剪、夹送辊、转向辊、张力机以及对中装置等主要设备。
工艺参数
1、材质:低碳钢、结构钢,如:SPCC、SPCD、SPCE、SS330、SS400、S35C等。
2、厚度:0.15~1.6mm
3、宽度:700~1300mm
4、钢卷内径:508mm
5、钢卷外径:Max. 2100mm Min. 800mm
6、卷重:Max. 24T
7、来料**高温度:50℃
8、圆盘剪单边**小切边量:5mm(单边)
9、屈服强度:Max.400N/mm2
10、抗拉强度:Max. 600N/mm2
11、工艺速度:Max. 300m/min
12、拉矫机延伸率:Max. 2%
13、年产量:22万吨
工艺流程
原料→入口鞍座→入口小车→地辊站→录入三级信息→开卷机→开卷刀→直头刀→入口剪→缝合机→月牙剪→1#张力辊→拉矫机→2#张力辊→活套→两辊纠偏→3#张力辊→三辊纠偏系统→圆盘剪→废边卷取→水平检查台→涂油机→出口剪→转向夹送辊→卷取机→卸卷小车→称重→打包机→卸卷小车→出口鞍座→成品库
设备特点
1、纵剪的结构为双机架塔式圆盘剪,此种形式的剪刀被广泛用于冷轧生产线的精整线,设备结构相对简单,便于维护,生产效率相对较高。
2、对中装置是精整重卷机组的重要设备,它的对中及纠偏效果将直接影响到成品钢卷的卷取质量,既带钢是否在机组中心线运行,切边是否均匀,成品钢卷的边部是否整齐等。
3、本生产线既可对需要矫直的带钢进行在线矫直,避免将板形不合格的带钢移至前部矫直机进行重复矫直处理,从而提高板形合格率和成材率,增加生产线的产能。同时也可对不需要矫直的带钢进行采取在矫直机空过的形式,使带钢顺利通过,不影响带钢通过速度,且避免了对矫直辊的磨损,提高矫直辊使用寿命,减少能源消耗,降低生产成本。
技术参数
在线留言
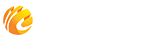
开卷机
张力机

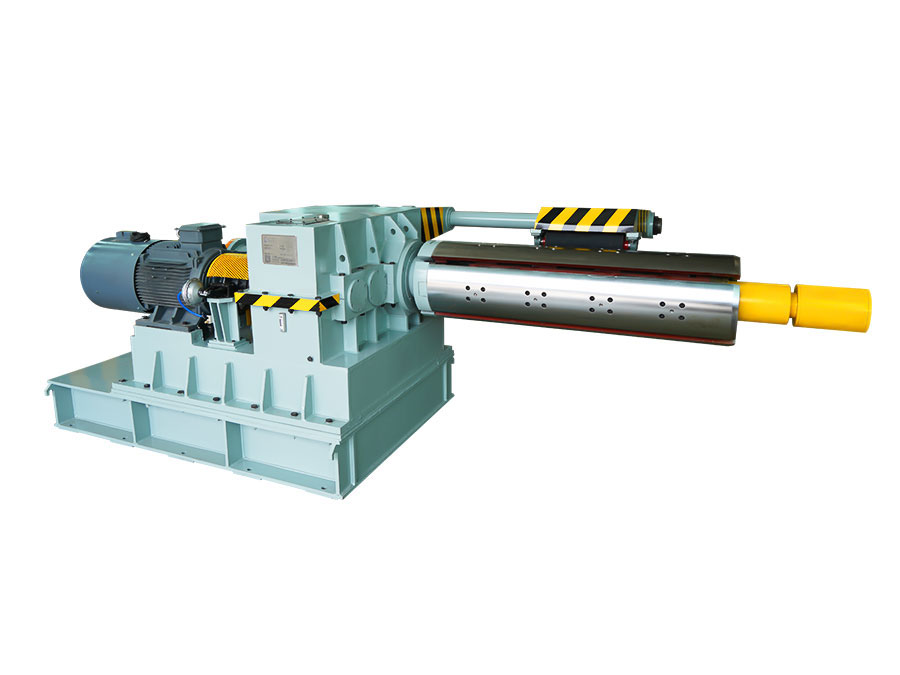
前处理挤干架
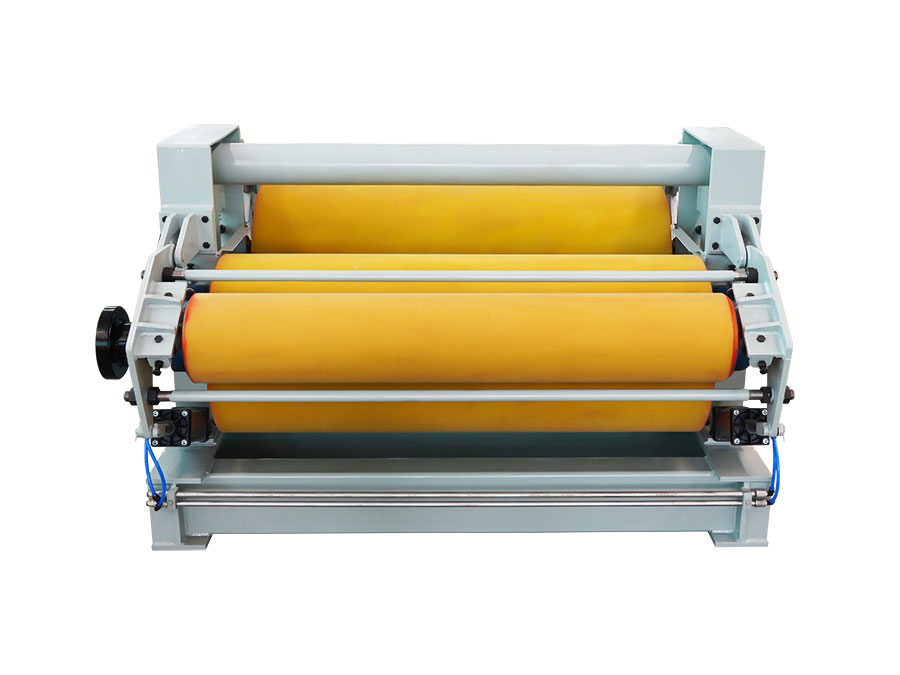
汇合夹送
上下料小车

辅助支撑

手机端
手机端

公众号





 15154326901
15154326901